


一分钟的时间,对于了解我们的激光切割机全自动上料激光切割机厂家直发产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:激光切割机全自动上料激光切割机厂家直发的图文介绍

漯河华宇诚数控科技有限公司全体员工在已有的成绩上,在完善服务中求生存,在不断进步中求 大功率光纤激光切割机发展,愿与广大 大功率光纤激光切割机客户建立长期、稳定的合作关系,为客户提供更完善周到的服务。在未来发展中,公司将继续走可持续化道路,大力弘扬以人为本的企业文化,讲求以质量求生存,以信誉求发展,坚持诚信立业,与客户合作共赢。



激光切割机是利用激光聚焦产生的高功率密度的能实现的。在计算机的控制下,激光通过脉冲放电,输出受控的重复高频脉冲激光,形成具有一定频率和脉冲宽度的光束。脉冲激光束通过光路传输和反射,并通过聚焦透镜组聚焦在物体表面,形成精细的高能密度光斑。焦斑位于待加工表面附近,被加工材料瞬间高温熔化或气化。每一个高能激光脉冲都会在瞬间在物体表面溅射出一个小洞。在计算机的控制下,激光切割机加工头和被加工材料根据预先绘制的图形进行连续的相对运动和打点,从而将物体加工成所需的形状。首先,激光切割机的能以光的形式集中成高密度光束,传输到工作表面,产生足够的热量熔化材料。此外,与光束同轴的高压气体直接去除熔融金属,从而达到切割的目的。这说明激光切割和机床加工有本质区别。其次,从激光切割机发射的激光束通过光路系统聚焦成高功率密度的激光切割机光束。激光热量被工件材料吸收,工件温度急剧上升。达到沸点后,材料开始汽化并形成孔洞。在高压气流的作用下,横梁与工件的相对位置发生移动,材料形成狭缝。工艺参数(切割速度、激光功率、气压等。)和切割时的运动轨迹由数控系统控制,切割位置的炉渣由一定压力的辅助气体吹走。切割速度,激光功率,气压。激光是一种光。像其他自然光一样,是由原质(分子或离子道等)的跃迁产生的。但与普通的束光不同的是,激光切割机的光在开始很短的时间内只依靠自发辐射,后续过程完全由受激辐射决定,所以激光颜色非常纯净,几乎没有发散的方向性,发光强度较高,相干性也很高。



激光切割机已经开发了半个世纪。随着科学技术的不断进步,激光切割技术也得到了极大的提高,应用领域也越来越广泛,效率和智能化已成为解释激光切割机行业的代名词。俗话说:交错的就像一座山。许多没有接触过激光设备行业的人对激光切割机的知识非常陌生,例如; 激光切割机由几个部分组成,原理也不是很熟悉,因此,让我们向您介绍。激光切割机主要由两部分组成,一个是CNC控制台,另一个是机床。我们可以通过CNC控制台输入需要处理的图纸,计算后,指令将被传送到加工机床,加工机床将根据指令加工所需的钣金图案。机床的核心部分主要是激光发生器,是整个设备的核心。为什么这么说?因为它是切割金属的秘密设备。它可以将电能转换为光能并释放激光束,并且激光束具有很多能量。通过照射金属板的表面激光切割机原理电路图,被照射的表面迅速达到高温,并且工件的被照射的表面熔化。并蒸发,并通过切割头的位移实现切割雕刻的目的。 激光切割机尽管处理性能很强,但是长期使用会导致激光切割机性能下降激光切割机原理电路图,并且处理效率会降低。那么,如何解决这个问题呢?这是给大家的三个建议:首先,激光切割机维护将影响处理性能。 激光切割机处理时间过长后,许多零件会磨损,因此不可避免地会影响处理设备的性能。但是,激光切割机有很多更精密的核心组件,尤其是光学组件在使用后必须擦拭干净。保持光学组件的光滑度,以免影响下次使用。此外,应定期给设备所有零件的轴承上油,以保持驱动器的灵活性和加工精度。第二,避免强振动设备的影响。在加工过程中,应避免外部振动设备的影响。明显的地面震动将极大地影响精密机械设备的加工精度。,镜头的维护。机器工作一段时间后,由于工作环境的原因,镜片会在其表面粘附一层灰尘,这会降低反射镜片的反射率和镜片的透光率,终影响工作能力激光。维护方法是使用蘸有乙醇的脱脂棉沿顺时针方向轻轻擦拭镜片表面,以擦去灰尘。


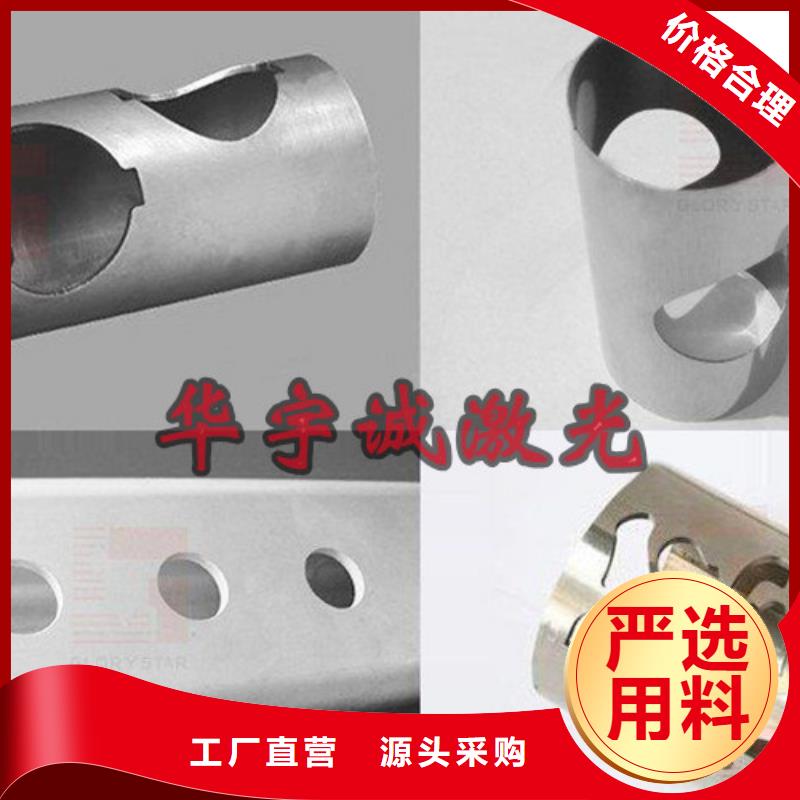
目前国内生产、组装激光切割机厂家几百家是有的,更有人说上千家的规模。当咨询激光切割机不同厂家价格差别很大,不禁要问,机器都差不多,价格怎么会差别这么大呢?在我们挑选设备的时候,要擦亮双眼。 下面小编就给计划购买激光切割机的朋友提供一些选购建议。希望能帮助到你在选购金属激光切割机时避免吃亏。如何在选购金属激光切割机时不吃亏如何在选购金属激光切割机时不吃亏1、怎么确定机型金属激光切割机主要用于碳钢、不锈钢等金属的切割下料,对于铜和铝等高反材料切割有局限。目前根据激光器的功率来说碳钢切割我们遵循0.6-0.8的系数来选择自己需要的激光切割机型号。举个例子,我们买个1000w功率的激光切割机,那么它能批量切割的碳钢厚度为6mm,建议醉大切割8mm就足够了;准备买一个4000w的激光切割机,批量切割24mm是可以,切割32mm就很吃力了。功率越高,受激光切割的局限性,这个系数更低,在8000w或者10000w这个系数可能在0.4-0.6左右。这个系数是指批量切割的情况下,设备的极限切割厚度不在这个系数内。不锈钢的切割厚度一般是批量切割碳钢的一半,比如4000w批量切割碳钢是24mm,那么它批量切割12mm不锈钢是可以的,切割效果是较好的。激光器功率确定好了我们需要对机床尺寸进行确定。主要分为两部分,单台面和全包围的双台面交换机型。一般尺寸为3*1.5米、2*4米、2*6m、2.5*6米、2.5*8米和大跨距的定制机型。双交换台的机型较单台面可以提高加工效率在30%左右,对于加工量大的客户可以选择双台面机型,这种机型也是常规厂家配置较高机型,价格也高出30%-50%左右。高功率机型(6000w以上)我们建议配置双台面的设备,高功率的设备对机床的性能要求较高。


